





以下为废盐干燥系统安装的技术说明,约400字:
---
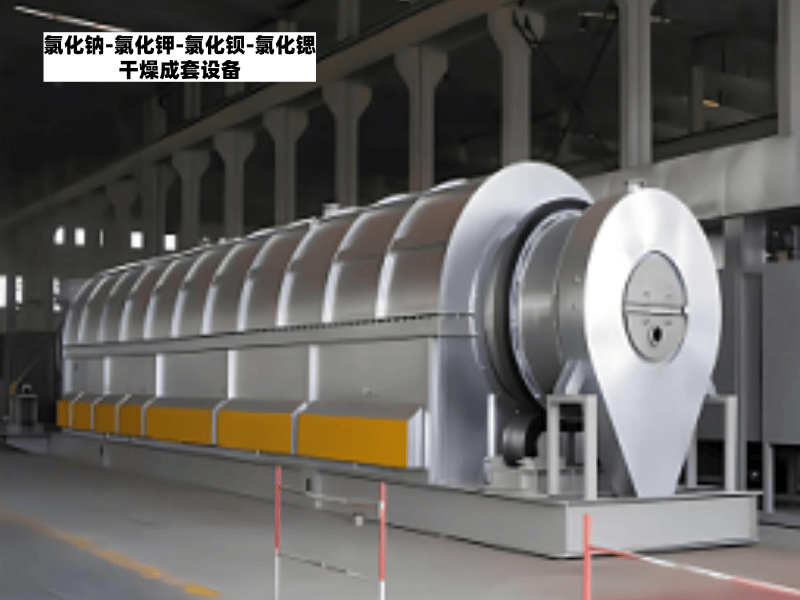
废盐干燥系统安装技术要点
一、设备选型与布局
1. 干燥主机:根据废盐特性(如含湿量30%~50%、氯离子腐蚀性)选择桨叶干燥机或盘式干燥机,材质需采用316L不锈钢或钛合金内衬。单台处理量按2~5t/h设计,安装倾角5°~8°利于物料流动。
2. 热源系统:配置燃气导热油炉(温度0~300℃可调)或蒸汽换热器(压力≥0.8MPa),热风管道包覆100mm硅酸铝保温层,表面温升≤40℃。
3. 尾气处理:旋风除尘+水膜除尘二级处理,引风机风量≥8000m³/h,排气口粉尘浓度≤30mg/m³。
二、关键安装规范
- 基础施工:混凝土强度C30,预埋钢板水平度偏差≤2mm/m²,设备底座采用弹性减震垫(固有频率<15Hz)。
- 密封防漏:法兰连接处使用石墨缠绕垫片,转动轴采用双端面机械密封,泄漏率<50ppm。
- 电气防爆:电机防护等级IP65,控制柜防爆等级ExdⅡBT4,粉尘区域电缆穿镀锌钢管敷设。
三、系统集成要点
1. 湿盐仓出料口安装桥式破拱器(功率1.5kW),螺旋给料机变频调速(0.5~5m³/h)。
2. 干燥主机与除尘器间设泄爆片(爆破压力0.1MPa),安全距离≥3m。
3. DCS系统集成温度PID控制(±5℃)、氧含量联锁(>8%自动停机)。
四、调试与验收
- 空载试车:主机振动值≤4.5mm/s,轴承温升<35℃。
- 负载测试:含水率从35%降至≤0.5%,能耗≤120kWh/t盐。
- 72小时连续运行验证系统稳定性。
> 注意事项:安装后需进行氦检漏(灵敏度1×10⁻⁹Pa·m³/s),操作平台设紧急停机按钮(响应时间<0.5s),符合GB 5085.3-2007危险废物处理规范。
---
此方案兼顾安全性与能效,适用于、行业含有机杂质的废盐处理,安装周期约45天,投运后蒸汽消耗可比传统工艺降低40%。


 在线客服
在线客服 15588817216
15588817216 wclxchina@163.com
wclxchina@163.com


